
Food & Beverage
Hygienic process equipment for food production, beverage manufacturing, and ingredient processing. FDA-approved, easy to clean, built to last.
FDA & EHEDG compliant
Equipment designed to meet food safety and hygienic design standards.
CIP/SIP ready
Full clean-in-place and sterilize-in-place capability for efficient sanitation.
Minimal downtime
Quick-change components and easy maintenance for high production uptime.
European quality
Premium equipment from trusted German and Swiss manufacturers.
Hygienic equipment for food safety
Food and beverage production demands equipment that meets strict hygiene standards while delivering reliable performance. Our partners specialize in sanitary process equipment designed specifically for food-contact applications.
From dead-space-free valves that reduce cleaning time by 40% to high-speed centrifuges for beverage clarification, we provide solutions that help you maintain food safety while maximizing production efficiency.
Equipment for food & beverage
Sanitary process equipment from trusted European manufacturers.


Specific use cases
How our equipment solves real food processing challenges.
Product line changeover
Challenge
Switching between products (e.g., vanilla to chocolate) requires complete cleaning to prevent cross-contamination and off-flavors.
Solution
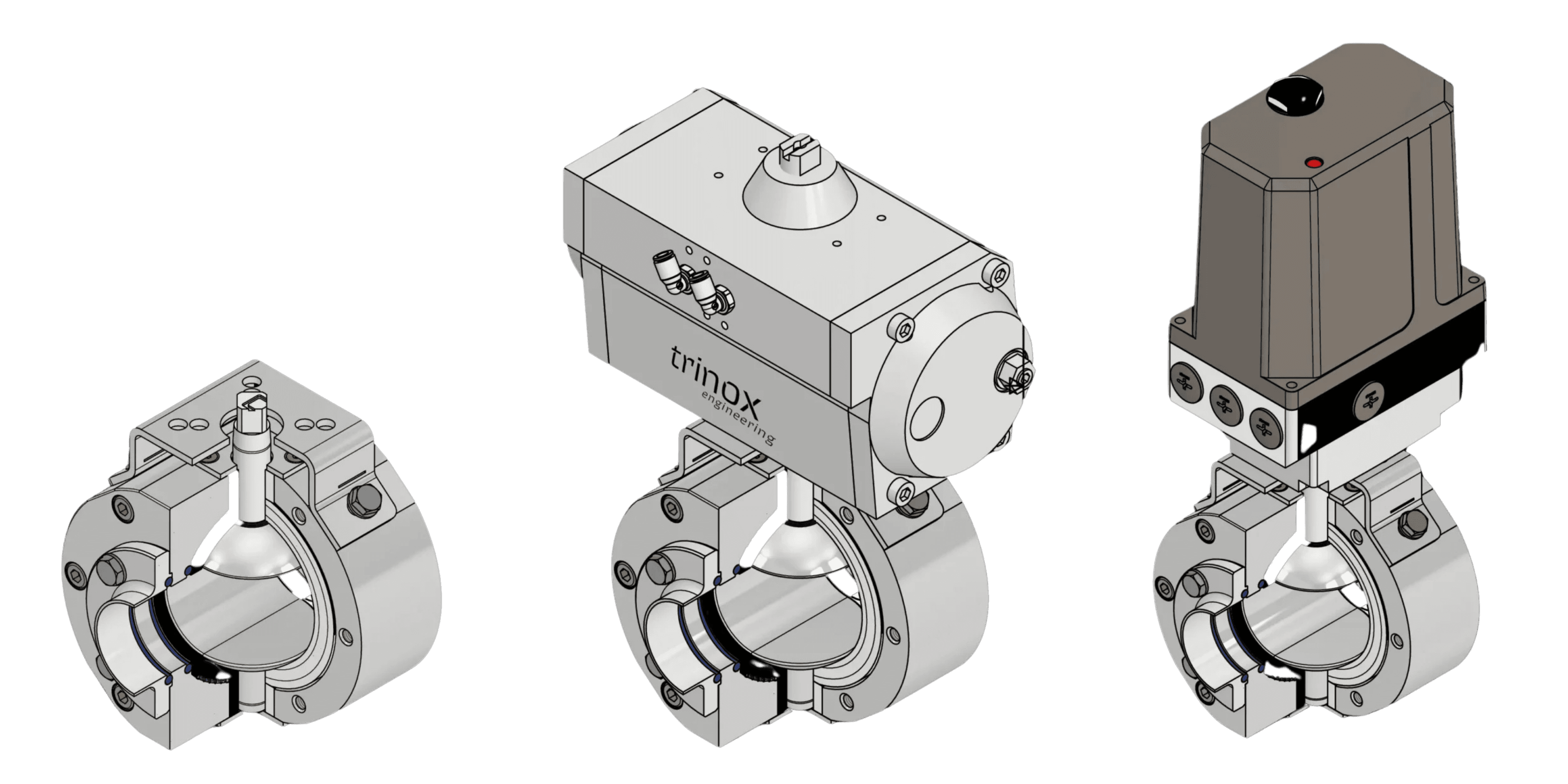
Dead-space-free valves eliminate product buildup in cavities. 40% faster CIP means quicker changeovers and more production time.
Trinox / Gulbinat ball valves
Allergen management
Challenge
Allergen traces can remain in lines after product changeover, creating serious health and compliance risks.
Solution
Pigging systems physically push product out of lines before cleaning, followed by CIP. Validated allergen removal.
Trinox / Gulbinat pigging systems
Beverage clarification
Challenge
Beer, wine, and juices contain suspended particles that affect clarity and shelf life. Traditional filtration can strip flavor.
Solution
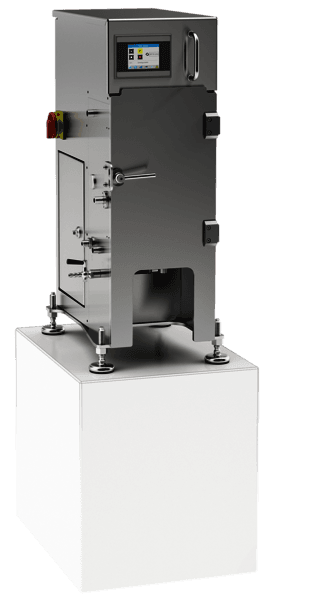
High-speed centrifuges remove particles without filter media or chemical fining agents. Preserves natural flavor.
CEPA tubular centrifuges
Sauce & paste handling
Challenge
Viscous products like mayonnaise and tomato paste are difficult to clean from conventional valves and create waste.
Solution
Pigging recovers 99%+ of product from lines. Dead-space-free valves handle viscous products without buildup.
Trinox / Gulbinat pigging systems + valves
Hygienic process monitoring
Challenge
Standard industrial gauges have crevices that harbor bacteria. Difficult to clean in food processing environments.
Solution
Sanitary gauges with smooth, electropolished surfaces and FDA-approved materials. Designed for CIP/SIP.
Trinox / Gulbinat sanitary gauges
Multi-product facilities
Challenge
Facilities producing multiple products need flexible routing without cross-contamination between product streams.
Solution
Multi-port sanitary valves enable complex flow routing while maintaining hygienic separation between products.
Trinox / Gulbinat multi-port valves
Why food producers choose us
We understand that food safety is non-negotiable. That’s why we only represent manufacturers who design their equipment specifically for hygienic applications. These are not adapted industrial machines, but purpose-built food processing solutions.
Our technical team includes engineers with food industry experience who understand your regulatory requirements and operational challenges.
We provide:
- FDA/EHEDG compliant equipment selection
- Material certificates and traceability
- CIP/SIP system integration support
- Spare parts and maintenance service
- Application engineering assistance

Frequently asked questions
Our equipment meets FDA, EHEDG (European Hygienic Engineering & Design Group), and 3-A sanitary standards. All product-contact materials are food-grade certified with full traceability.
Food processing equipment inquiry?
Contact us to discuss your hygienic process equipment needs. We'll help you find the right solution.
